
The Turkenator
By Kevin Goodwin View In Digital Edition
Pre-pandemic, every year Thanksgiving would be held at the Goodwin's residence with a little over 30 people in attendance. Mrs. Goodwin and her team always have an impressive spread for the family and friends that come over. However, there had been "requests" by some family members to have a deep fried turkey rather than the traditional oven baked variety.
I wanted to try it, but never having done this before, I started looking up on the Internet how to "deep fry" a turkey. What I basically got back was, “HOW NOT TO DEEP FRY A TURKEY." Scary stuff! Flash fires, people getting burned (or worse), houses burning down, neighborhoods being lost, and an insurance spokesperson stating, "Are you in good hands?"
Okay, it's not really that bad. It can be safe if you take some precautions and do it right. The two safety points I got out of deep frying is: First, don't put anything frozen or very wet into hot oil. It creates (in my opinion) an awesome combustion chamber blowing hot oil all over the place with an open flame. (Well, you get the picture.) Second, make sure there's a way for the oil to get out of the turkey. I do this by making sure there's at least an inch wide passage from the neck to the backside of the bird. Take a look at Figure 1.
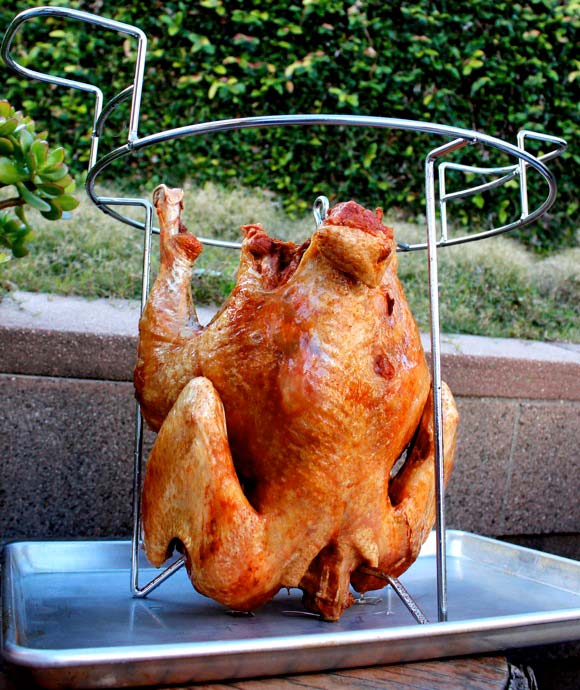
Figure 1. A good position for frying a turkey.
While looking at the different contraptions that other folks had used for deep frying turkeys, I was hoping for more of a frame that I could use to raise and lower the bird, rather than hand-dunking it directly into the oil. My friend, Dan Cregg and I were discussing how we were going to go about doing it. We were looking into more than just dropping a turkey into oil, then taking an educated guess if it was done or not. We wanted something that would alert the cook that it was completely done and pull it out of the fryer.
Dan started thinking about how we would pull the turkey out automatically using some of his Insteon equipment, while I figured out the structure and motion part of the project. Since he was working on the temperature trigger, I asked that he add a latching relay output to start the winch to pull the turkey out.
This was the Sunday before Thanksgiving, and I had the whole week off. I'd been sitting in my back yard staring at a ladder and thought “it needs to be wider.” I decided to make it a basic A-frame design and as simple as possible. I had thought of using a wood structure, but that required too much cutting. A metal structure had the same issues of the cutting, drilling, welding, etc., however. At the time, I only had simple hand tools available and not a lot of time. The big requirement was that when I was done, I wanted to take it apart and store it.
The “big house” hardware stores carry pretty much anything you need to build anything you want. In the front of the store, you run into the plumbing department first. Walking through it, I was eyeing the PVC tubing and couplers that took up both sides of the isles. Bingo! I bought several T and 90 degree couplers, as well as 20 feet of 1-1/2” tubing. I was in business.
Cutting and bolting together the frame was a pretty easy process (Figure 2).

Figure 2. Rev 1 Turkenator frame.
The A-frame I built had four flat assemblies. The two main sides that create the A-frame, the bottom support, and the top assembly are where the motor, lights, and sensor are assembled. I used screws to hold the joints into place instead of glue because I wanted to break it down and store the frame afterwards. The platform where the winch and lights are mounted is a piece of Basswood ply that I had leftover from a previous project. I mounted that on the PVC pipes as shown in Figure 3.

Figure 3. Rev 1 Turkenator ready to go.
The thing was sturdy enough to pull a 25 pound turkey out of a fryer, yet light enough for one person to move it around.
The first revision of the Turkenator was to just pull the turkey out of the fryer when the thermometer reached its target temperature. This was done by using a digital thermometer, two Insteon plug-in modules, and a bed frame motion controller (Figure 4).

Figure 4. Rev 1 electronics, bed controller, Insteon discrete and relay modules, and thermometer.
We hacked into the alarm circuit of the thermometer to send voltage into the Insteon discrete module that would latch and send a signal over the power line. The signal from the discrete module over the power line would then trigger an Insteon relay module to latch. The latched signal from the relay module would then close the circuit to the motor controller. This would raise the cooked turkey out of the fryer.
To stop the motor, there was a nice safety switch on it that would cut power when the turkey reached the top (Figure 5).

Figure 5. Motor stop switch (just in case things go too far).
To do another turkey, we had to reset the circuits (power off and on) and lower the turkey manually using the bed controller. The first attempt at testing was funny because the thermometer alarm would beep-pause-beep-pause-beep, so the turkey would go up-stop-up-stop-up-stop. A simple programming fix in the relay module got it to latch on the close signal rather than react on the close signal.
Our first Turkenator did the job, but there were issues that we came across when using it. We had to power it off every cycle that we wanted to fry a turkey. The winch was a screw-drive from a hospital bed. It worked okay, but the line would get tangled, and we really didn’t have a bearing on the front of the screw-drive to keep it from wobbling.
The wires and controllers were all over the place. Stuff was taped to the sides of the PVC, but what do you expect in less than a week’s time, right? Finally, we didn’t have a way to alert us if the oil was too hot or too cold. We still had to be close by to monitor that. Despite all the foibles, it was a fun project. I got experienced in deep frying turkey and everyone was happy with the results.
Turkenator Rev 2
Revision 2 of the Turkenator was something I wanted to do, but didn’t have enough time to complete. That is, until I talked to Vern Graner. Vern and I speak often to each other about our hobbies and projects that keep us out of trouble, and I told him about the Turkenator. I explained how revision 1 went and the ideas for revision 2. The voice over the phone said, “You have to do it!” Ugh! (And here I wanted to build model airplanes after the Peek-a-Boo article in Nuts & Volts.) After some encouraging words from Vern (my arm is still sore), I agreed to dig the monster out of the shed and rebuild it (Figure 6).

Figure 6. Turkenator fresh from the shed after six years of slumber.
After six years of slumber, a mouth full of dust, and a few colorful metaphors, I got the Turkenator out of the shed. Still PVC white, my next revision was going to be a show piece in comparison. The A-frame was going to remain the same structurally, but with a new paint job (Figure 7).

Figure 7. Rev 2 Turkenator with a fresh coat of paint.
Krylon Plastic coat works well and has a primer in the paint, so it covers everything in one coat.
I rebuilt the winch assembly by removing the PVC bearing and replacing it with a real pillow block bearing and 2” steel square tubing. My friend, Todd Dice of Ridgeline Machine Design made the spool spacers that keep the lines from tangling (Figure 8).

Figure 8. Rev 2 winch bearing and spool guides.
I tested the mechanicals with an old bed motor controller. No more tangles! I put a fresh coat of paint on the winch assembly as well, and ended up with a great looking project (Figure 9).

Figure 9. Rev 2 stand completed just before hardwiring.
The Electronics Upgrade
Electronics from revision 1 did the basic job of pulling the turkey out of the oil, but there were other things I wanted to do. I wanted a control panel to set temperatures, control motion manually, display temperatures, and to have an audible warning and display alerts. I wanted the control system to both manually and automatically raise and lower the winch, as well as sense the end of travel when the turkey was out of the oil and clear of the pot. The control systems had to monitor both the turkey and oil temperatures, as well as react automatically and alert the operator if anything was wrong. What we had in revision 1 wasn’t even close.
I’ve been working with Programmable Logic Controllers (PLCs) for a while and have come up with different designs using them. I chose to use a PLC rather than a standard embedded controller because of the nature of the application, and I needed the practice in ladder logic. What is ladder logic you may ask? Wiki defines it as: Ladder logic has evolved into a programming language that represents a program by a graphical diagram based on the circuit diagrams of relay logic hardware.
Ladder logic is used to develop software for programmable logic controllers (PLCs) used in industrial control applications. The name is based on the observation that programs in this language resemble ladders, with two vertical rails and a series of horizontal rungs between them. Who knew? Check out Figure 10. (Whew!)
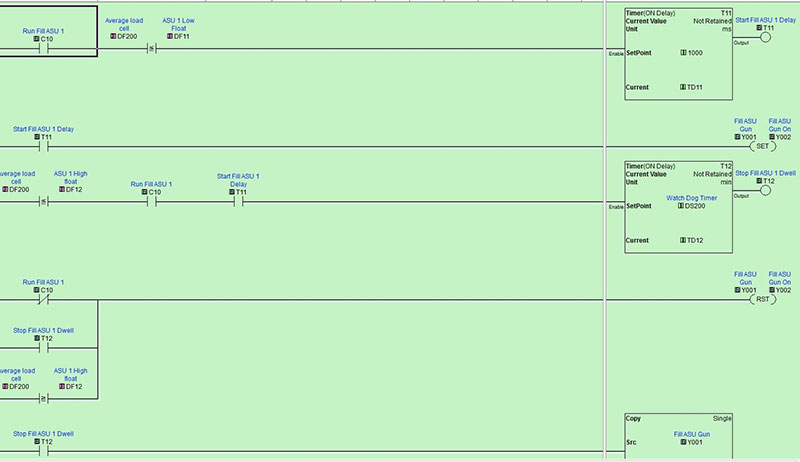
Figure 10. An example of ladder logic code.
All modern production line machinery uses ladder logic for programming. Standards and practices are well established in this field, but I’m going to skip that because I could write a series of articles on that subject alone. The PLC I’m using is from Automation Direct. It’s the Koyo Click PLC and it has four inputs, four outputs, and two analog input/outputs.
I'm also using the four-channel thermocouple input module that attaches to the side of the PLC. The other devices I’ll use with the PLC are a four-position rail mounted relay, 24 volt power supply, and rail mounted terminals (Figure 11).

Figure 11. From left to right, 24 VDC power, PLC, TC module, relays, and DIN rail terminal blocks.
PLCs can run from $70 to $130, and the I/O modules are around the same. Automation Direct gives you the development software for free, as well as online classes and phone support. The other item I use for the operator’s display is the C-More micro graphic display. These little units are handy for the Turkenator application, and directly interface with the Click PLC. The C-More software development system is also available on the Automation Direct website (Figure 12).
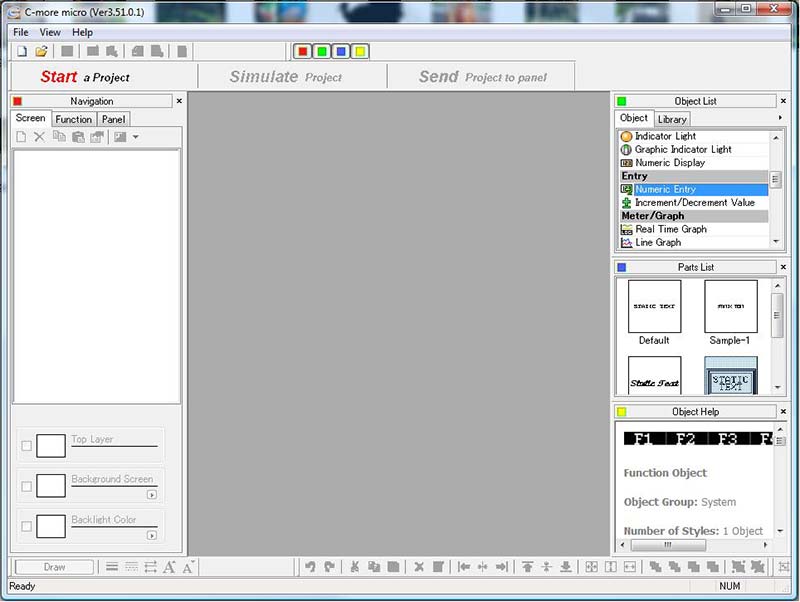
Figure 12. C-More micro graphic display software IDE.
The other pieces of hardware used in conjunction with the PLC are two thermocouples, a Hall-effect sensor, and two warning lights.
Hardware
Connecting the hardware is pretty straightforward. The Click CPU and thermocouple module snap together and slide on the rail along with the relays, power supply, and terminals. Figure 13 shows the rev 2 electronics.
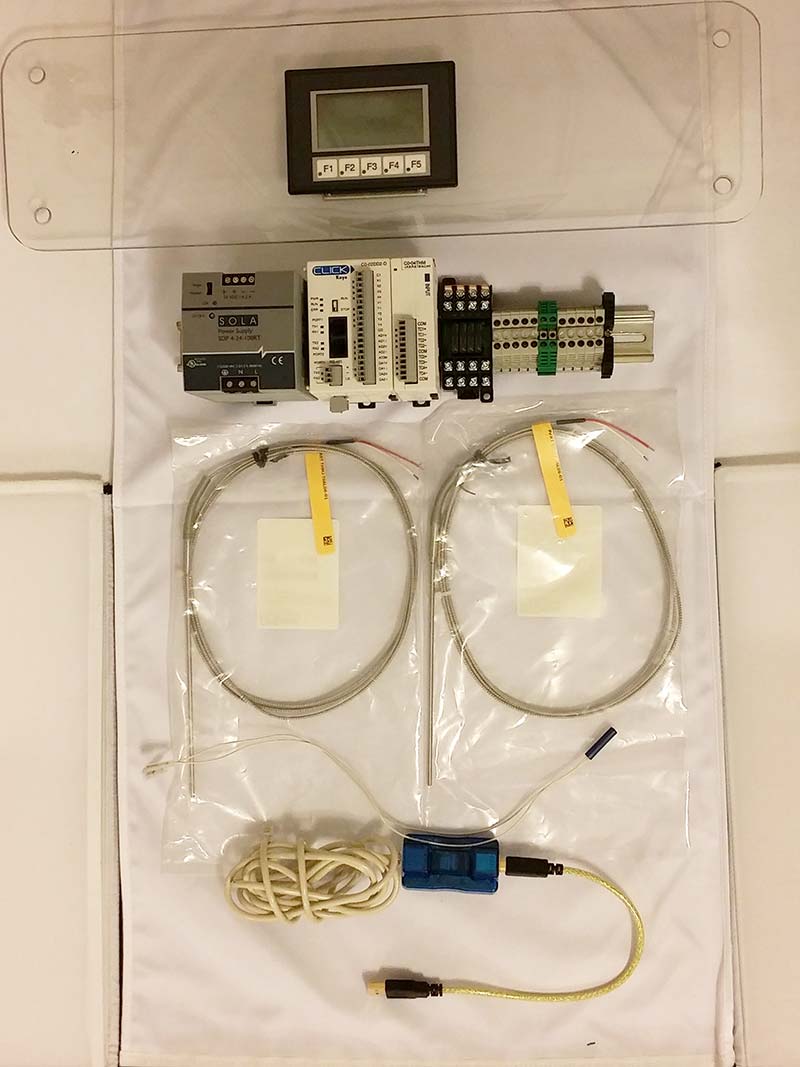
Figure 13. Rev 2 electronics. Top to bottom, display, PLC system, thermocouples, Hall-effect sensor, and programming cable.
Thermocouple (TC) 1 (turkey monitor) and thermocouple (TC) 2 (oil monitor) are connected into the thermocouple module, and these eliminate the need for the digital thermometer. The Hall-effect sensor input on the PLC is used to detect when the turkey is fully out of the oil, and to trigger the lights and alarm when the turkey is ready.
The motor and light relays are driven by the PLC outputs. The AC motor that I have is reversible, so it has two hot connections (one for forward and the other for reverse). I was able to eliminate the bed controller completely. The lights will actually be controlled independently.
In Rev 1, they were there for show. In this case, the red will come on when the start button is pushed and the thermocouple starts tracking an increase of temperature. The blue light is for movement, so when the turkey is moving up or down the blue light will turn on (Figure 14).

Figure 14. Functional warning lights.
All this is displayed and operator-controlled by the C-More micro display connected into port 1 of the PLC (Figure 15).
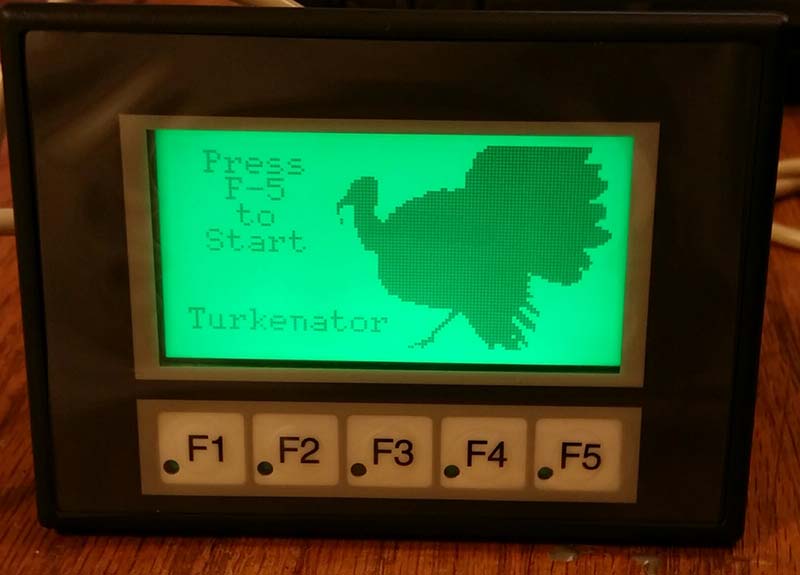
Figure 15. Start panel on the C-More micro graphic display.
Software
First, let’s talk about the C-More micro display IDE (integrated development environment) software. It is an easy-to-use screen-developing tool that you can install on your PC. It’s available from Automation Direct. The only thing you have to buy is the USB to RJ-45 jack power interface cable (for about $45; the serial cable is cheaper, but then you have to insert a five volt supply into the display, so just get the USB cable).
To start building a project, press New or grab an example that they have as part of the package. The screenshot in Figure 16 shows the Start a Project, Simulate Project, and Send a Project.
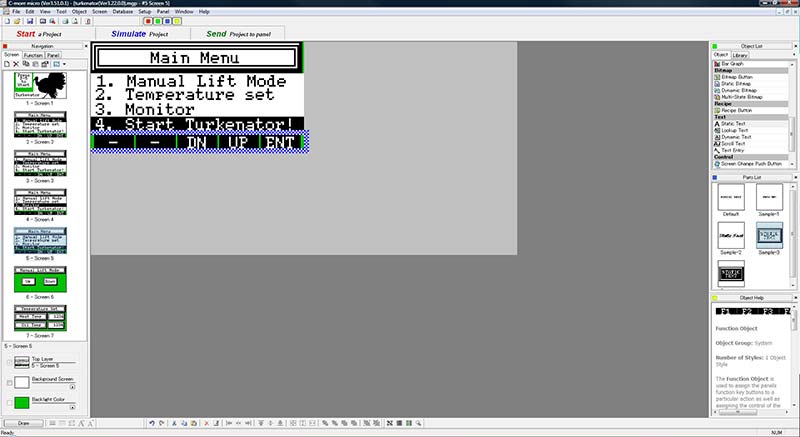
Figure 16. Building a project on the C-More IDE.
To begin a project, start with a clean sheet (a green screen). It’s up to you what to fill it with. In my case, the first screen is a graphic, text, and the button press key.
There are many types of objects you can fill your screen with. There are buttons, indicators, text entries, meters, graphs, and recipe buttons. All these can be linked as contact switches (ins), relay contacts (outs), monitors (analog ins), or drivers (analog outs).
There are a host of things you can emulate using the display. The Simulate tab is real handy in that you can test your menu systems and check your display graphics or discretes signals (Figure 17).
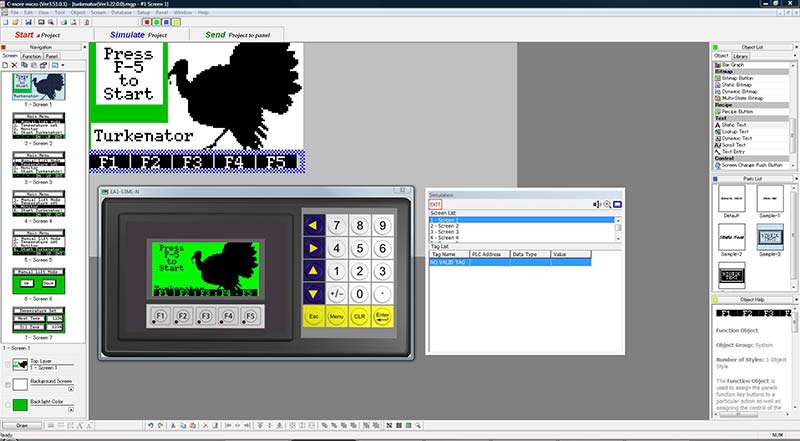
Figure 17. Running the simulator on the C-More IDE.
It will also emulate your button pushes. Lastly, the Send To panel tab allows you to send your developed work into a C-More display. The IDE on the computer and the C-More micro display will both show your program downloading. When it's finished, your display will automatically be ready to go. These displays are pretty robust. Reprogramming mistakes take very little time.
The next IDE is from the Click programming software. This, too, is a graphical drag-and-drop that makes ladder logic programming simple (Figure 18).
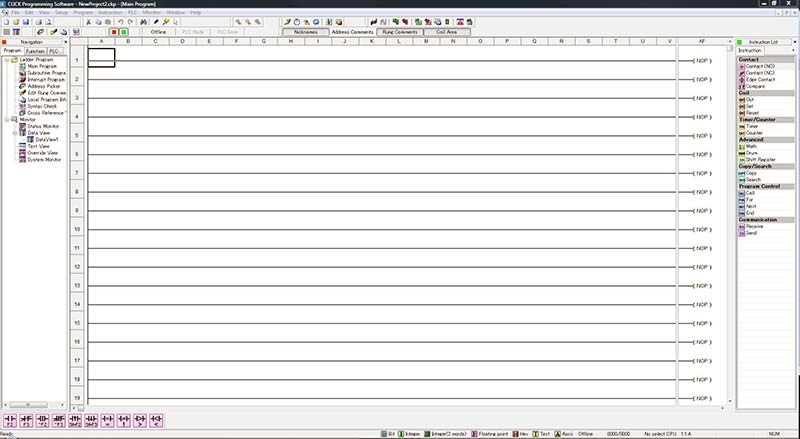
Figure 18. Click programming software IDE.
It has navigation bars, instruction lists, and live monitoring system capability. All this software has online manuals, examples, and videos.
Turkenator Code
The cool thing about ladder logic is that it’s very sequential. The programming hits every rung. Decisions are based on whether certain conditions are met or not. The flow of this program can be read like any other. My code has a main routine and subroutines, and rolls through all of them.
I normally have about four routines which consist of a human machine interface (HMI), an averaging routine (for the jumpy analog signals), alarms, and the machine operations. HMI is the logic for talking to the C-More display. Most of the information in the HMI is button pushes, metering, and warnings. The HMI handles the inputs of temperature settings, temperature displays, manual motor driving, warnings, and alarms.
I developed an averaging subroutine for noisy signals that come though the analog inputs (in this case, the thermocouples). I take readings about a second apart, average 10 of them, then send the result to memory where the HMI routine displays it. Alarms are the monitors of the temperatures and the Hall-effect sensor. The temperatures are compared to the settings that were entered from the HMI and stored in non-volatile memory. It also checks if the Hall-effect sensor is closed. It will send a discrete signal to the HMI and alert the operator to an issue, such as “time to serve dinner.”
The Machine operations is where I/O is programmed. This is the logic that talks directly to the discrete signals, contacts, analog input/outputs, timers, and controls. The decision making on what device goes when is made in this subroutine (Figure 19).
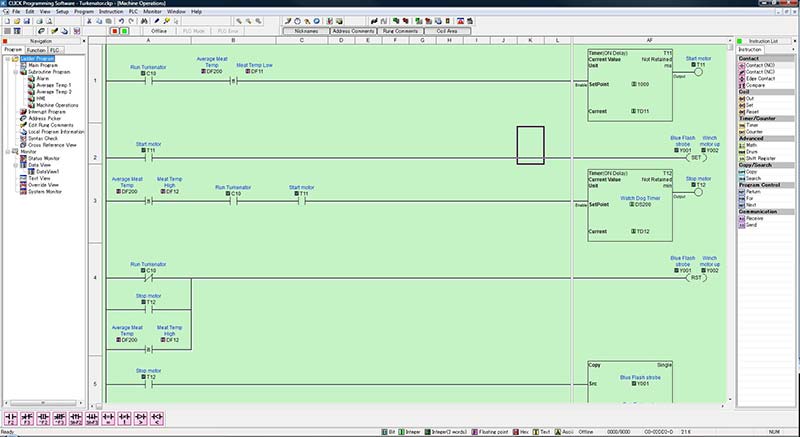
Figure 19. A portion of the Turkenator ladder code.
Turkenator Operations
Press F5 to start. The Turkenator will ask you what temperature you want the turkey and what temperature you want the oil. When the temperatures are entered, the Turkenator will remember them in non-volatile memory. The main menu will display and ask if the turkey is on the winch. If you try to lower the turkey before the oil is ready, the display will say “Please wait, oil not hot enough.”
When the temperature is correct, the manual drive will allow the turkey to go for a hot swim. When the turkey is in the oil, you can go into monitoring mode and watch the turkey temperature rise, or wait for the alarm to sound and the turkey to get pulled out automatically. The oil monitoring at this time is an over/under temperature warning (Figure 20).

Figure 20. Temperature screenshot.
Future Revisions
I have just one. I would like an automatic flame monitoring and adjustment capability. I would like to just push the F5 key and have it start the fire and go.
My friend, Matt Bohn tells me he has an old gas dryer (Figure 21).

Figure 21. Dryer gas valve assembly.
Hmmm ... SV
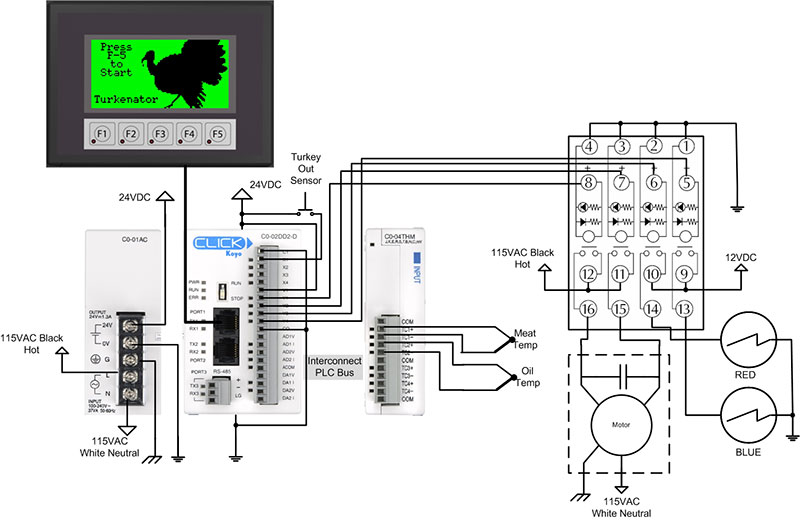
Turkenator schematic.
Parts List
Note: All parts unless noted are 1-1/2” schedule 40 PVC pipe.
| Qty | Description | Manufacturer |
| A-Frame | ||
| 8 | 90 degree PVC coupler | Home Depot or equiv. |
| 8 | T PVC couplers | Home Depot or equiv. |
| 5 | 10 ft schedule 40 PVC pipe | Home Depot or equiv. |
| 1 | 6” by 5’ plywood | Home Depot or equiv. |
| 1 | 1 x 2 pine strip | Home Depot or equiv. |
| Winch and Lights | ||
| 1 | Red 12 VDC strobe light | Electronics123 |
| 1 | Blue 12 VDC strobe light | Electronics123 |
| 1 | Hall-effect sensor | Jameco |
| 1 | 115 VAC motor gearbox | Get a winch from Harbor Freight |
| PLC and Thermocouples | ||
| 1 | EA1-S3ML-N micro pane | Automation Direct |
| 1 | C0-02DR-D PLC | Automation Direct |
| 1 | C0-04THM thermocouple mod | Automation Direct |
| 1 | C0-01AC power supply | Automation Direct |
| 2 | THMJ-T06L06-01 TCs | Automation Direct |
| 1 | RS4N-DE card relay (four relays) | Automation Direct |
| 1 | Assorded DIN rail stuff | Automation Direct |
| 1 | Assorted scrap wires | The Shed of Requirement |
RESOURCES
C-More Software/Hardware and Manuals
EA1-S3ML-N Micro Graphic Display
https://support.automationdirect.com
INSTEON Home Automation Products
www.insteon.com
Turkenator's Machine Shop
www.ridgelinemachine.com
A special thanks to my friends, Todd Dice, Mathias Bohn, and Dan Cregg for the help and inspiration for this project.
Article Comments